Wciśnięte między dostępność maszyn a terminy dostaw, harmonogramowanie produkcji potrafi przesunąć wysyłkę bez ruszania planu wolumenu. Dyspozytor trzyma się harmonogramu, bo pozwala wycisnąć z zasobów maksimum. Ogranicza przestoje, skraca kolejki międzyoperacyjne i pilnuje terminowej wysyłki.
Przestoje kosztują - i to szybko. Wystarczy, że jedno gniazdo dostanie zbyt długą sekwencję. Drugie utknie wtedy bez półproduktu. Ta sama hala wpada w spóźnienia, nadgodziny, nerwowe przezbrojenia i reklamacje. W praktyce wszystko rozbija się o czas: kto, na czym i kiedy ma wykonać operację.
Gdy zakład pracuje równocześnie na kilku maszynach lub liniach, harmonogramowanie równoległe rozdziela zadania tak, by nie zostawiać pustych okien. Harmonogramowanie produkcji to planowanie i organizacja zadań w czasie. Spina terminy, zasoby, ograniczenia i priorytety w jedną kolejność wykonania.
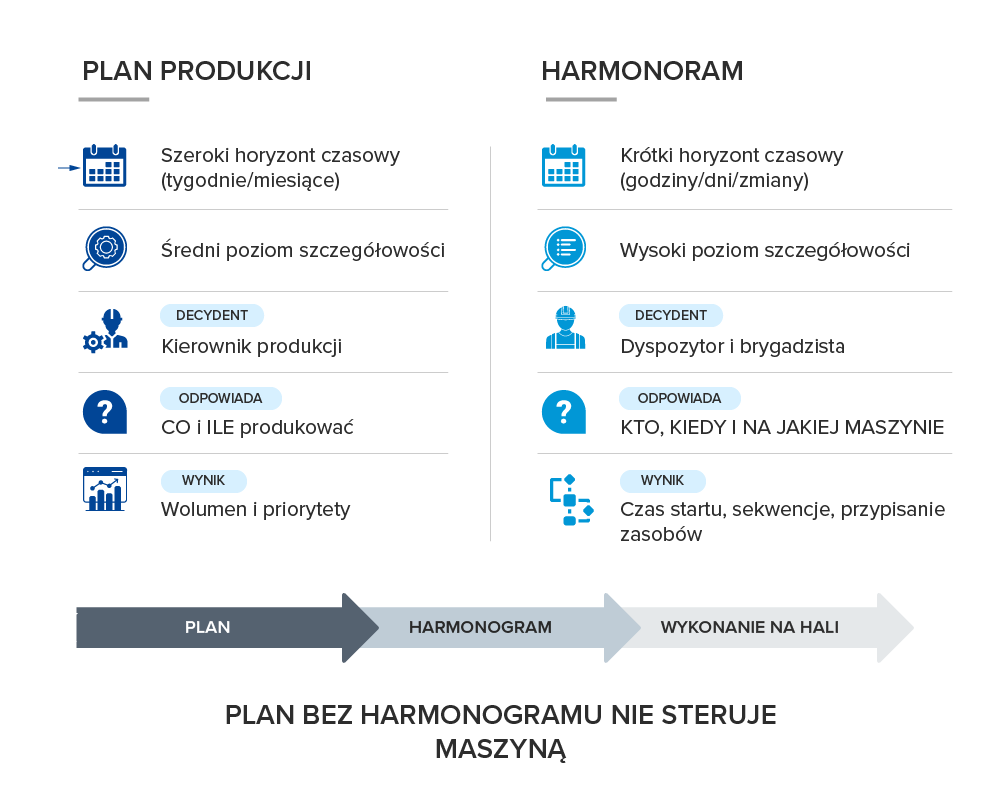
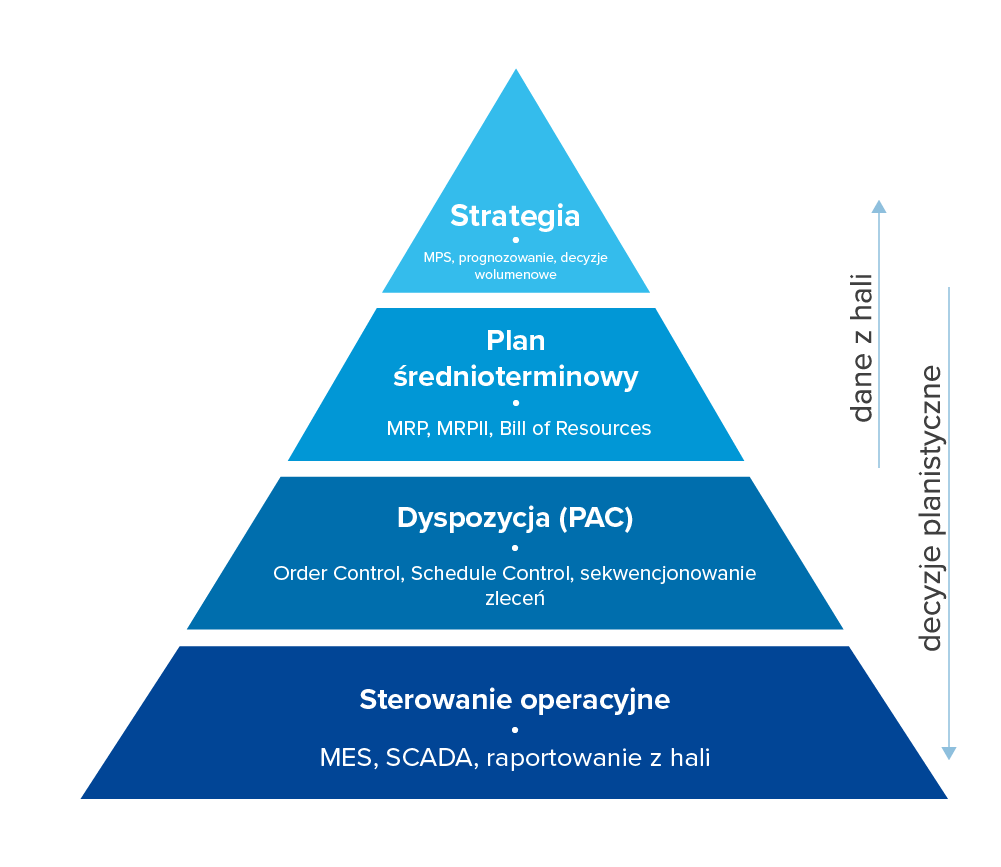
Na hali wygląda to konkretnie. Przypisujemy każdą operację do zasobu, układamy kolejność i wskazujemy start oraz koniec. Potem sprawdzamy, czy wykonanie mieści się w oknie dostawy. Kierownik produkcji odróżnia plan od harmonogramu po horyzoncie czasu i poziomie szczegółu. O doborze techniki zwykle decydują cztery rzeczy: przepustowość gniazd, dostępność ludzi, czasy przezbrojeń oraz reguły priorytetów zleceń. Zasady i pojęcia porządkują słownik - od zlecenia i operacji po zasób. Poziomy decyzyjne rozdzielają strategię, plan średnioterminowy, dyspozycję i sterowanie.
Czym jest harmonogramowanie produkcji i dlaczego jest tak ważne?
Na wydziale produkcyjnym harmonogramowanie produkcji wymusza twarde przypisanie operacji do czasu, zasobu i kolejności. Działa po planowaniu produkcji. Bierze plan wolumenu i zamienia go na sekwencję startów oraz zakończeń. Kierownik może ją egzekwować na maszynach i zmianach.
Błąd w tym miejscu boli najbardziej. Przypisanie zadań do maszyn i pracowników, koordynacja dostaw surowców oraz pilnowanie zapasów tworzą jeden reżim sterowania. Monitorowanie postępów domyka ten układ. Jeden konflikt o zasób potrafi przesunąć kolejne zlecenie. To może brzmieć formalnie, ale na hali oznacza po prostu mniej „gaszenia pożarów”.
W dokumentach plan produkcyjny ustawia kolejność, priorytety i terminy realizacji zleceń. Harmonogram dopowiada czasy i sekwencję działań na poziomie operacji. Strategia MTS (Make-to-Stock) pozwala Działowi Planowania prowadzić planowanie produkcji i harmonogramowanie produkcji równolegle. Nie trzeba czekać, aż jedna część „domknie się” w papierach.
W wielu zakładach dział utrzymania ruchu i brygadzista sprawdzają harmonogram pod kątem odporności na zmiany. Chodzi o awarie, braki ludzi i przesunięcia dostaw. Skuteczne harmonogramowanie harmonogramowanie obejmuje optymalizację zdolności i sekwencjonowanie zadań. Obejmuje też monitorowanie realizacji, kontrolę oraz zarządzanie zmianami w trakcie wykonywania zleceń. Prześledźmy teraz rodzaje harmonogramowania wraz z ich mechanikę decyzji:
|
Rodzaj harmonogramowania |
Mechanika decyzji |
Przykład zastosowania |
|---|---|---|
|
Równoległe |
Planista rozdziela zadania na różne maszyny lub linie w tym samym oknie czasu, aby podnieść wykorzystanie zasobów. |
Zakład z dwiema liniami pakuje i etykietuje w tym samym przedziale zmiany. |
|
Szeregowe |
Brygadzista ustawia operacje jedna po drugiej na tym samym zasobie, aby ograniczyć kolizje i narzucić stałą kolejność. |
Jedna wąska gardziel wykonuje obróbkę w nieprzerwanej kolejce. |
|
Mieszane |
Kierownik łączy odcinki szeregowe z odcinkami równoległymi, gdy część operacji dzieli zasób, a część ma alternatywne stanowiska. |
Wydział obróbki CNC pracuje równolegle, a myjka detali pracuje szeregowo. |
|
Dynamiczne |
Dyspozytor aktualizuje kolejność po zmianie dostępności ludzi, maszyn lub materiału, zamiast bronić pierwotnej sekwencji. |
Awaria przenosi zlecenie na maszynę zastępczą. |
|
Statyczne |
Planista zamraża harmonogram dla zadanego horyzontu, aby ustabilizować pracę zmian i ograniczyć przepychanie priorytetów. |
Zmiana realizuje stałą listę zleceń bez przestawiania kolejności. |
|
Cykliczne |
Kierownik powtarza wzorzec kolejności w stałych cyklach, gdy produkt i obciążenie zmieniają się nieznacznie. |
Linia montażu powtarza sekwencję modeli w kolejnych oknach doby. |
|
Wsteczne |
Planista zaczyna od daty dostawy i wyznacza najpóźniejsze starty operacji, przesuwając obliczenia wstecz po marszrucie. |
Producent ustawia start przygotowania, aby gotowy wyrób trafił na wysyłkę w dniu odbioru. |
|
Oparte o ścieżkę krytyczną |
Kierownik identyfikuje zadania o największym wpływie na czas zakończenia procesu i śledzi ich odchylenia jako sterownik terminu. |
Projekt uruchomienia linii pilnuje operacji, które blokują zakończenie całej partii. |
|
Wzorcowe |
Planista stosuje gotowy szablon dla powtarzalnego zlecenia, a później koryguje czasy pod aktualne zasoby. |
Powtarzalny produkt dostaje harmonogram z poprzedniego uruchomienia. |
Zakład zwykle opisuje tworzenie harmonogramu w czterech krokach: planowanie, marszruta, plan szczegółowy, wykonanie zamówienia zgodnie z planem. W harmonogramowaniu istotne są:

czasy startu i stopu operacji,
zasób lub linia wykonawcza,
operator lub brygada,
materiały i komponenty do pobrania,
priorytety zleceń i reguły kolejności,
czasy przezbrojeń i okna utrzymania.
Na czym polega harmonogramowanie produkcji?
Harmonogramowanie produkcji przydziela zadania do zasobów i terminów tak, by zamówienie przeszło przez operacje bez kolizji. W samej hali działa Job Scheduling. Przypina pojedynczy job do konkretnego zasobu w określonym oknie czasu. Robi to przy zdefiniowanych ograniczeniach.
Gdy zlecenia wybierają różne zasoby w różnych sekwencjach, wchodzimy w Job Shop Scheduling. Dyspozytor musi wtedy pogodzić kolejki międzyoperacyjne z realną dostępnością maszyn. Ta dostępność potrafi zmieniać się z godziny na godzinę. Z kolei Central Point Scheduling pojawia się tam, gdzie jeden punkt decyzyjny rozdziela obciążenie wielu linii. Pilnuje też spójnych priorytetów w całym zakładzie.
Co to oznacza w praktyce? Że nawet prosta zmiana kolejności potrafi „przepisać” cały dzień pracy.
Na wykresie Gantt planista zapisuje starty, zakończenia i zależności. Kierownik produkcji używa tej wizualizacji do kontroli realizacji. Pomaga mu też uspokajać zmiany w trakcie dnia. Zobrazujmy to na przykładzie z zakładu producenta pojazdów szynowych.
Na potrzeby tego artykułu załóżmy, że spawanie szkieletu wagonu musi zakończyć się przed otwarciem okna montażu podwozi. Montaż wyposażenia wnętrza rusza dopiero po zakończeniu prac lakierniczych, a kontrola jakości i przekazanie pojazdu do prób odbiorczych odbywają się w ściśle zaplanowanym oknie czasowym, wynikającym z umowy z przewoźnikiem.
Przyjmijmy, że w tym przykładzie producent pojazdów szynowych nie negocjuje sekwencji procesów technologicznych ani terminów odbioru przez klienta. Taki zapis zastępuje subiektywne oceny konkretnymi danymi: czasami operacji i dostępnością zasobów. Każdy przesuw wczesnej operacji przestawia późniejsze okna maszyn, operatorów i gotowości pojazdu do przekazania.
Harmonogram żyje i wymaga korekt. Zlecenie wpada w konflikt z przezbrojeniem, dostawą surowca albo dostępnością operatora. Dyspozytor rozwiązuje spór zmianą kolejności lub przesunięciem w czasie. Kiedy brakuje potwierdzeń postępu, rośnie ryzyko opóźnienia wysyłki mimo poprawnego planu wolumenu. Jedna nieudokumentowana przerwa rozrywa łańcuch zależności.
Czym jest harmonogramowanie w produkcji?
Harmonogramowanie w produkcji ustala terminy i sekwencję działań na podstawie planów oraz ograniczeń zasobowych. Obok działa Material Requirements Planning. Wylicza zapotrzebowanie na surowce i komponenty według planu. Planista dopina te liczby do kalendarza operacji.
MRPII wchodzi do gry wtedy, gdy firma łączy zdolności, harmonogramowanie i koordynację zasobów w jednym reżimie decyzyjnym. Nie traktuje wtedy materiału i mocy jak dwóch niezależnych strumieni. W sieci magazynów pracuje Distribution Requirements Planning. Tu chodzi o synchronizację uzupełnień w wielu punktach. Chodzi też o to, by dostępność zgadzała się z harmonogramem wytwarzania.
W zestawieniu Bill Of Resources inżynier procesu zapisuje maszyny, narzędzia i robociznę potrzebne do wykonania operacji. Planista sprawdza, czy kalendarz nie obiecuje pracy bez zasobu. To częstsze, niż się wydaje. Backward Scheduling startuje od daty dostawy produktu. Cofa wyznaczanie startów, żeby operacje dostały najpóźniejsze dopuszczalne okna.
Business Intelligence łączy się z Prognozowaniem, gdy analityk przenosi przewidywany popyt na obciążenia. Później filtruje je dyspozytor na hali. Materiał nie pojawia się sam. W skrócie: harmonogram jest wiarygodny tylko wtedy, gdy „widzi” materiał, moce i postęp w tej samej osi czasu.
Na poziomie wykonania Manufacturing Execution System monitoruje i steruje realizacją produkcji. SCADA dostarcza sygnały o stanie urządzeń. Planista przekłada je na dostępność i blokady w harmonogramie. Zakład trzyma tę pętlę, bo potrzebuje jednej osi czasu dla ludzi, maszyn i materiału. Dzieje się tak nawet wtedy, gdy każde źródło danych ma inną latencję i inną definicję „postępu”.
Gdy system raportuje wykonanie z opóźnieniem, a planista replanował wcześniej, łatwo o produkcję w złej kolejności. Łatwo też o utratę terminu dostawy mimo formalnie kompletnej dokumentacji.
Planowanie a harmonogramowanie – kluczowe różnice
Okno dostawy spina plan produkcji z harmonogramem wykonania. Dział Planowania musi przetłumaczyć wolumen na czasy startu i dostępne zasoby. Plan produkcyjny jest bazą do tworzenia harmonogramów, bo zapisuje priorytety i terminy zleceń. Harmonogram dopina sekwencję działań do realnych ograniczeń hali.
W tej różnicy jest cała kontrola. Brygadzista nie wykona „priorytetu”, jeśli nie dostanie stanowiska i czasu. To właśnie tu najczęściej pojawia się napięcie: biuro widzi wolumen, a hala widzi kolizje.
W strategii MTS (Make-to-Stock) Dział Planowania prowadzi planowanie produkcji i harmonogramowanie produkcji równolegle na tym samym poziomie. Nie czeka wtedy na zamknięcie planu przed dyspozycją. W integracji APS–MES–HRM planista przenosi zdarzenia z hali i dostępność ludzi do narzędzia harmonogramującego. Dzięki temu korekta terminu opiera się na danych o zasobach, a nie na deklaracjach zmian.
Plan bez harmonogramu nie steruje maszyną.
Czym się różni plan od harmonogramu?
Plan produkcji ustala priorytety i terminy zleceń, a harmonogram wyznacza czasy startu i przypisuje zasoby do operacji. W dokumentacji zakładu plan bywa zobowiązaniem wolumenu. Kierownik porównuje go z popytem i stanem magazynu. Nie rozpisuje przy tym każdej operacji na konkretne okno zmiany.
Harmonogram układa sekwencję działań i rozstrzyga kolizje o maszynę oraz operatora. Pokazuje też czarno na białym, czy dwa zlecenia próbują zająć ten sam zasób w tym samym czasie. Na poziomie systemów MRPII wiąże planowanie zasobów produkcyjnych z harmonogramowaniem. Dzięki temu decyzja o wolumenie nie ignoruje zdolności wykonawczej i realnej dostępności stanowisk.
W zestawieniu Bill Of Resources planista znajduje wymagane zasoby i porównuje je z kalendarzem oraz obciążeniem. Nie zakłada wtedy, że każda operacja „zmieści się” w zmianie tylko dlatego, że istnieje plan. Plany produkcyjne są punktem wyjścia do harmonogramów. Plan wyznacza terminy zleceń, a harmonogram bierze odpowiedzialność za wykonalność na poziomie operacji.
Oderwany od hali plan bywa potem dokumentem usprawiedliwienia. Harmonogram staje się narzędziem sporu o kolejność i termin, gdy znika zasób albo człowiek nie przychodzi na zmianę. W biurze planista zaakceptuje wolumen bez konfliktu. Dyspozytor zobaczy problem, gdy dwie operacje żądają tego samego stanowiska w tym samym oknie.
Cena pomyłki rośnie. Dział Planowania ogranicza liczbę awaryjnych zmian, gdy rozdziela decyzję o wolumenie od decyzji o sekwencji operacji.
Poziomy harmonogramowania – od strategii do operacji
MPS – Master Production Schedule to miejsce, w którym dział planowania przekłada plany produkcyjne na działania operacyjne przypisane do terminów i ilości. MPS mówi, co, w jakiej ilości i w jakim terminie ma powstać. Kierownik traktuje ten zapis jako punkt odniesienia do bieżącego harmonogramowania zleceń na hali.
Prognozowanie dostarcza popyt, a MPS pilnuje równowagi między prognozą, dostępnymi zasobami i zdolnościami produkcyjnymi. Spór o termin szybko zamienia się wtedy w spór o wykonalność w oknie czasu. Brzmi jak teoria, ale w praktyce to filtr: co da się obiecać, a co tylko „chciałoby się” obiecać.
W PAC według APICS Order Control i Schedule Control rozdzielają poziom ramowy od szczegółowego. Dzięki temu brygadzista nie miesza obietnicy zlecenia z minutą startu operacji. MRP dostarcza informacje wsadowe dla harmonogramu. Nie jest jednak harmonogramem.
W harmonogramowaniu w przód planista wskazuje datę startu produkcji. W harmonogramowaniu wstecz wskazuje datę końca. To zmienia sposób wyznaczania buforów i kolejność zwalniania zleceń do wykonania. Schedule Control pozwala precyzyjniej określić start i koniec produkcji. Pozwala też zmniejszyć bufory między operacjami. Zespół planowania płaci za to pracochłonnością, a czasem potrzebą dodatkowego oprogramowania.
Raportowanie wykonania zleceń, czasów, odchyleń i zużycia materiałów na stanowiskach wiąże dokument planisty z ruchem detalu po linii. Celem jest redukcja zapasu robót w toku (WIP – Work In Progress) i sensowne wykorzystanie zdolności. Dlatego kierownik traktuje każdy brak danych jak źródło fałszywego obciążenia.
Lean Management spina Lean Manufacturing w organizacji, a Kaizen dociska małe usprawnienia. Heijunka redukuje wahania obciążenia, a Yamazumi wskazuje nierównowagę stanowisk. Total Productive Maintenance podnosi dostępność maszyn, a Standardize ogranicza rozrzut czasów. Shine podpina dyscyplinę do utrzymania ruchu, a Sustain utrzymuje standard pracy. Goldratt przesuwa uwagę na ograniczenie przepływu w przemyśle.
Przy odpowiednich poziomach harmonogramowania, obejmujących cały cykl od strategii do operacji, dodatkowo wspartych odpowiednimi metodologiami i najlepszymi praktykami, korzyści i oszczędności są zazwyczaj imponujące. Na przykład w branży produkcji okien PCV potwierdzone wdrożenia pokazują, że skuteczne harmonogramowanie może przynieść wzrost dostępności linii produkcyjnej o 10–15% oraz roczne oszczędności rzędu 340 000 Euro.
Jak harmonogramowanie wygląda w różnych środowiskach produkcyjnych?
Jedna firma potrafi prowadzić produkcję jednostkową, krótkoseryjną i powtarzalną. Każda z nich stawia inne ograniczenia przepływu i zapasu. Harmonogramowanie przepływu przerywanego obsługuje produkcję małoseryjną lub jednostkową. Produkt przechodzi wtedy przez różne etapy w różnym czasie. Potrzebuje elastyczności oraz dokładnego planowania na poziomie operacji.
Just-in-Time (JIT) narzuca inny reżim. Zapasy spadają, bo surowce docierają dokładnie wtedy, gdy są potrzebne. Koszty magazynowania maleją, a efektywność rośnie. Jednocześnie znika amortyzacja błędów w sekwencji. Znika także bufor.
Im mniej zapasu w tle, tym bardziej harmonogram musi „trzymać się” rzeczywistości.
W produkcyjnej zmienności Dział Planowania przydziela operacje do zasobów. Dyspozytor koryguje jednak kolejność po zdarzeniach. Marszruta przechodzi przez różne stanowiska, a zlecenia nie trzymają stałej ścieżki przez park maszynowy. Brak (albo nierespektowanie) zasady mrożenia harmonogramu produkcyjnego kończy się działaniami ad hoc. Te działania generują błędy w kolejności, rezerwacjach zasobów i obietnicach terminów.
Krytyczne dane wejściowe to raportowanie wykonania zleceń, czasy, odchylenia oraz zużycia materiałów. Dotyczy to także zużycia ponadnormatywnego. Bez tych zapisów porównujemy obciążenie z dostępnością bez oparcia w faktach.
W JIT planista wiąże termin operacji z terminem dostawy surowca. Dlatego każda zwłoka w potwierdzeniu postępu potrafi przestawić kolejność. Może też wywołać brak materiału na stanowisku, nawet jeśli w innym modelu sterowania magazyn trzymałby zapas. System automatyki skraca czas reakcji.
Sygnały z systemów SCADA mogą zasilać bieżącą korektę harmonogramu. Dzieje się tak, gdy zakład rejestruje stan urządzeń i przestoje. Następnie przenosi te zdarzenia na dostępność zasobów. Harmonogram bez mrożenia zwiększa ryzyko chaosu.
Najważniejsze ograniczenia i zasoby w harmonogramowaniu
Harmonogram produkcji opiera się na dostępności zasobów. Planista rozpisuje każde zamówienie (order) na konkretny zasób i godzinę. W ujęciu APICS harmonogramowanie produkcji jest częścią PAC (Production Activity Control). Dyspozytor realizuje więc zlecenia wynikające z MPS i MRP, bo nie traktuje harmonogramu jak dokumentu „do szuflady”.
Harmonogram produkcji to uszczegółowienie planu produkcji. W tym miejscu zakład przestaje dyskutować o „priorytecie”, a zaczyna dyskutować o kolizji o maszynę, człowieka i materiał.
W praktyce magazyn stawia warunek brzegowy, bo zapasy i zasoby (stock) decydują o ciągłości uruchomień i dostępności półproduktów. Material Requirements Planning pozostaje z tym obszarem powiązane. Gdy komunikacja między harmonogramowaniem a produkcją siada, znikają dane o realnej dostępności. Wtedy rusza sekwencja, której nie da się wykonać bez przestawiania kolejności w trakcie zmiany.
Jedna z praktyk ograniczeń opiera się na rezerwie obciążenia. Planista planuje 80% obciążenia maszyny jako bufor. Zostawia też 20% na awarie innych zasobów oraz prace nieplanowane, uwzględniając:
dostępność maszyn,
plan osobowy z urlopami,
plan przestojów i prac utrzymania ruchu,
system pracy zmianowej,
zapasy materiałów i półproduktów,
bieżące obciążenie produkcji.
W środowisku ETO dokumentacja techniczna potrafi zablokować start. Klient musi ją zaakceptować, zanim ruszy realizacja zamówienia. Brygadzista bez tej akceptacji nie ma punktu odniesienia do wykonania operacji. Dwie metody zmniejszają ryzyko odchyleń. Lean Manufacturing ogranicza marnotrawstwo przepływu, a Total Productive Maintenance podnosi dostępność maszyn, gdy awarie zaczynają przenosić się na terminy operacji.
Dane wejściowe muszą istnieć. Planista utrzymuje harmonogram, gdy zbiera raportowanie wykonania zleceń, czasy, odchylenia oraz zużycia materiałów. Dotyczy to także zużycia ponadnormatywnego.
Jak krok po kroku stworzyć harmonogram produkcji?
W biurze sterowania harmonogram musi pasować do godzin pracy ludzi i maszyn. Planista rozpisuje start i koniec realizacji na poszczególnych maszynach dla kolejnych zleceń. Zanim powstanie sekwencja operacji, potrzebne są kalendarze zasobów, lista zleceń oraz ograniczenia. Zmiany pojawiają się regularnie. To może brzmieć jak „papierologia”, ale bez tych kroków harmonogram szybko traci wykonalność.
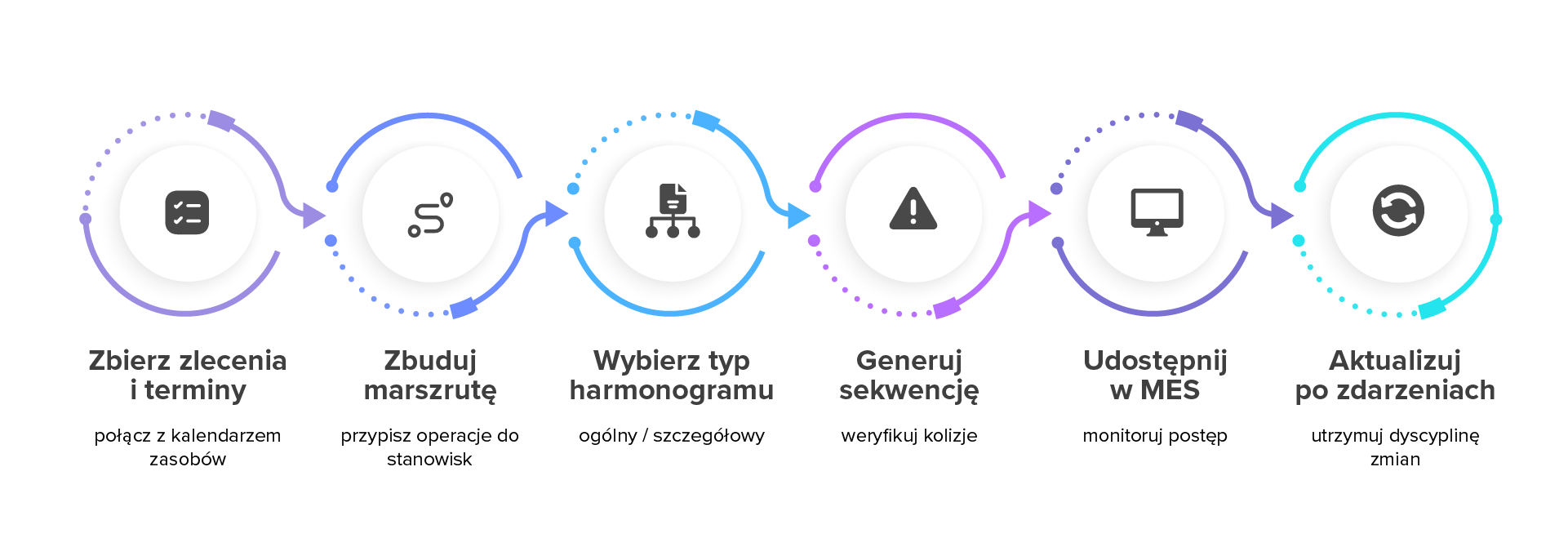
Proces zwykle idzie w czterech etapach: planowanie produkcji, marszruta produkcyjna, stworzenie szczegółowego planu produkcji oraz wykonanie zamówienia zgodnie z planem produkcyjnym. Pracę porządkują dwa typy dokumentów: harmonogram ogólny i harmonogram szczegółowy. Ten drugi dopina czasy startu i stopu do konkretnej maszyny. Wymaga też nadzoru nad odchyleniami. Awarie i przyspieszenia wymuszają zmianę kolejności albo przeniesienie zlecenia na inne stanowisko. Oto jak wygląda proces:
-
Planista zbiera zlecenia i terminy, a następnie wiąże je z dostępnością zasobów i z kalendarzem pracy.
-
Technolog buduje marszrutę produkcyjną, a planista mapuje operacje na stanowiska i kompetencje operatorów.
-
Planista wybiera typ harmonogramu: ogólny do stabilizacji obciążenia albo szczegółowy do precyzyjnych startów i zakończeń na maszynach.
-
Planista generuje sekwencję, a następnie weryfikuje kolizje o zasób, okna przestojów i dostępność materiału.
-
System Manufacturing Execution System udostępnia harmonogram na hali i monitoruje postęp zleceń, aby decydent dostał informację o zdarzeniu bez zwłoki.
-
Dyspozytor aktualizuje harmonogram po zdarzeniu, a biuro sterowania utrzymuje dyscyplinę zmian, gdy zakład stosuje 24 godziny pracy planowania.
Przy integracji HRM z APS system przekazuje planistom informację o dostępności ludzi. Obejmuje to urlop na żądanie kluczowego operatora. To potrafi wywrócić zmianę. Po połączeniu z systemem SCADA, Manufacturing Execution System dostaje sygnały o stanie urządzeń. Dyspozytor szybciej reaguje na awarie, zatrzymania i przeniesienia zleceń.
Gdy Business Intelligence dostarcza dane wejściowe do harmonogramowania, analityk efektywnie spina obciążenie z popytem i stanem realizacji. Wówczas harmonogramowanie przynosi naprawdę wymierne korzyści, a firmy i ich zespoły wdrożeniowe odnotowują wzrost dostępności linii produkcyjnej nawet o 10–15%. Aby takie rezultaty były możliwe, zespoły muszą unikać takich wyzwań jak:
presja na „wrzutki” produkcyjne psuje sekwencję i unieważnia mrożenie harmonogramu
przesuwanie dużych zleceń niszczy kolejność i blokuje krótkie zlecenia na wąskich gardłach
kwestionowanie danych systemowych opóźnia decyzje i przenosi sterowanie do rozmów korytarzowych
braki komunikacji oraz braki danych CRP ukrywają dostępność zasobów i tworzą harmonogram niewykonalny
Biuro sterowania utrzymuje wykonalność, gdy ogranicza liczbę zmian. Zapisuje też powód każdej korekty harmonogramu.
Jak mierzyć skuteczność harmonogramowania produkcji?
Skuteczność harmonogramowania produkcji, mierzona przez KPI, łączy się z terminowością dostaw, kosztem realizacji i wykorzystaniem zasobów. Te wskaźniki mówią wprost, czy kolejność zleceń była do wykonania. Pomiar wymaga danych.
Firmy, które łączą harmonogramowanie z warsztatami standaryzacji pracy, osiągają mierzalne efekty. W branży opakowań odnotowano skrócenie czasu pracy maszyn o 42%, a w produkcji mebli przyspieszenie kluczowej operacji montażowej o 100%. Liczby te pokazują, że precyzyjny harmonogram działa jak dźwignia — jego wartość ujawnia się dopiero wtedy, gdy procesy wokół niego są uporządkowane.
Optymalizacja harmonogramowania produkcji kieruje pracę planisty na maksymalizację wydajności przy minimalizacji czasu. Obejmuje też minimalizację kosztów i efektywne planowanie zasobów ludzkich. Celem pozostaje terminowa dostawa produktów. Żeby to miało sens, wskaźniki muszą mieć właścicieli i jasne źródła danych. Bez spójnych znaczników czasu nawet najlepszy wskaźnik zaczyna „kłamać”.
W raportach Business Intelligence analityk wiąże zdarzenia z produkcji z miarami czasu i obciążenia. Dzięki temu dyspozytor nie opiera decyzji o kolejności na deklaracjach zmian i telefonach z magazynu. Cztery miary nadają się do kontroli operacyjnej. Warunek jest jeden: zakład ma spójne znaczniki czasu i nie poprawia danych po fakcie.
Poniższe wskaźniki trzymają się harmonogramu, bo każdy z nich opiera się na czasie, zasobie albo terminie zlecenia:
terminowość dostawy zleceń (zgodność z datą obiecaną),
czas realizacji zamówienia (lead time) oraz jego zmienność,
zgodność wykonania z sekwencją harmonogramu (schedule adherence),
poziom robót w toku (WIP) oraz czas oczekiwania między operacjami,
wykorzystanie krytycznych maszyn w horyzoncie planu.
Bariery wdrożeń to koszt i pracochłonność. Jeśli zakład nie dopilnuje porównywalności danych między zmianami, łatwo „zmierzyć poprawę" na liczbach, które nie mówią tego samego. Dlatego lead time warto liczyć w tym samym reżimie danych co raport postępu.

Dowiedz się więcej o optymalizacji produkcji
Dowiedz się więcej o optymalizacji produkcji do jej maksymalnej wydajności dzięki przygotowaniu i wdrożeniu optymalnego harmonogramu produkcyjnego.
Warto przeczytać
Zapraszamy także do przeczytania tekstu o tym, jak Andea wspierała PESA Bydgoszcz S.A. przy wdrożeniu systemu APS DELMIA Ortems, które pozwoli temu największemu polskiemu producentowi taboru kolejowego zwiększyć efektywność planowania produkcji.
Zobacz artykułAutor

Małgorzata od ponad czterech lat jest wyróżniającą się specjalistką ds. wdrożeń systemów do zaawansowanego planowania i harmonogramowania produkcji (APS) w Andea, czuwającą, by implementacje APS były zgodne z wymogami projektowymi. Często uczestniczy w spotkaniach z klientami, poznając wymagania biznesowe a potem opracowując dokumentację ich specyfikacji, wspierając tym samym działania architektów rozwiązań. Jej zaangażowanie we wdrażanie DELMIA Ortems obejmuje cały proces – od definiowania wymagań sprzętowych i programowych, przez instalację oraz konfigurację oprogramowania, wsparcie podczas walidacji i testowania systemów, aż po ewaluację i ocenę wyników implementacji. Poza praktycznym udziałem we wdrożeniach Małgorzata dzieli się swą wiedzą podczas technicznych i funkcjonalnych szkoleń z zakresu APS dla polskich i globalnych klientów. Dyplom na kierunku Inżynieria Biomedyczna ze specjalizacją w informatyce i elektronice w medycynie zdobyła na krakowskiej AGH, a wolnym czasie zdobywa kolejne górskie szczyty.