Manufacturing operations fail in predictable ways. A machine flags an anomaly. A ticket lands in a queue. The queue grows. A planner eventually reviews it, checks parts availability, and tries to schedule a technician – while the line keeps running on a known risk. By the time a decision gets made, the problem has spread downstream.
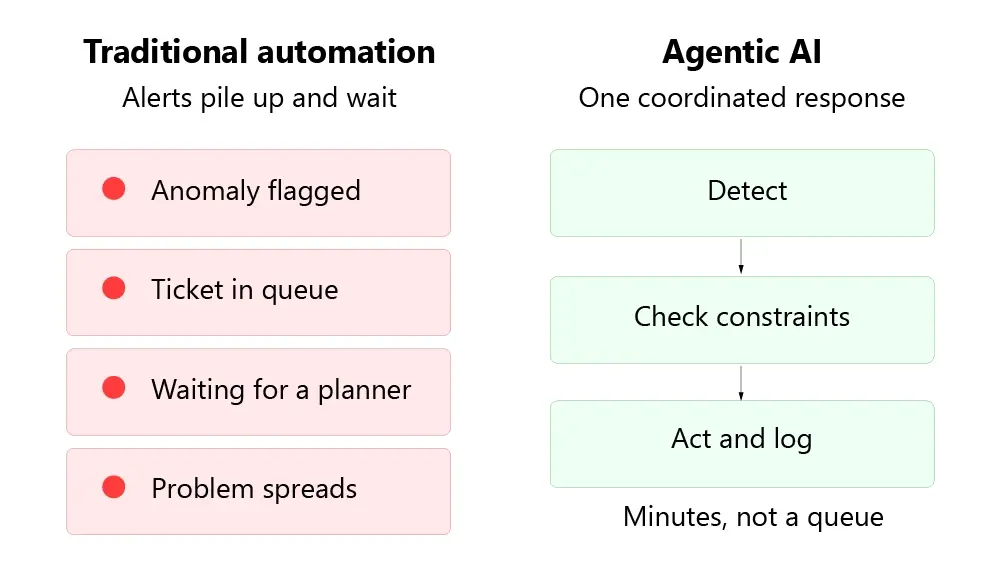
Agentic AI closes that gap. Traditional automation routes alerts and waits. Agentic systems coordinate the response: they assess the situation, check constraints, take action within defined limits, and log the result – all without waiting for someone to open the ticket.
The question for production teams is operational: which decisions are delayed by the gap between detection and coordinated response, and what does that delay cost?
Agentic AI defined: what it is, how it differs, and key terms
An agentic AI system pursues production goals within defined limits. A predictive model tells you a bearing will fail in three days. An agentic system acts on that information: it checks spare parts inventory, finds a service window that avoids priority orders, matches a qualified technician, and opens the work order – before anyone types a search query. That is the operational difference between prediction and coordinated response.
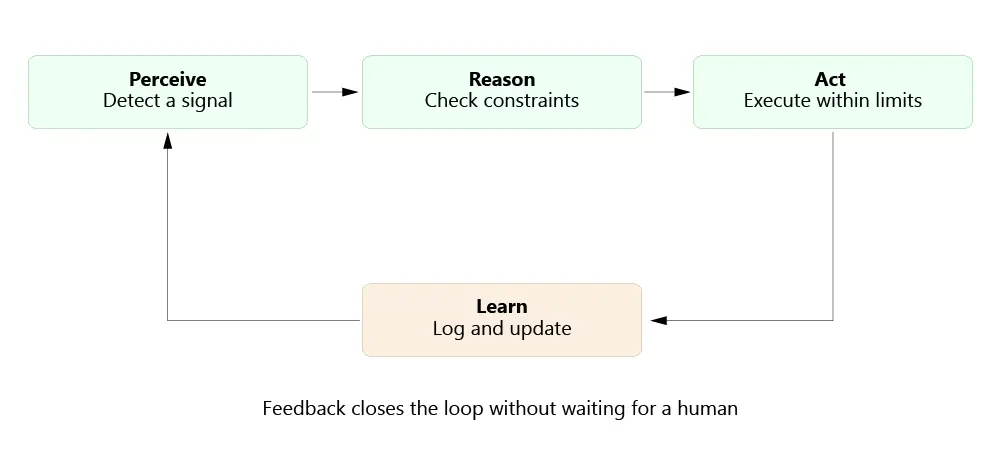
The system runs a continuous loop: perceive conditions, reason across constraints, act through connected workflows, learn from outcomes. Digital and physical agents coordinate across the production chain. The degree of autonomy – what researchers call “agenticness” – separates reactive workflow systems from systems that plan and pursue goals within defined limits.
"Agenticness" separates reactive systems that respond to inputs from planning systems that pursue production goals within defined limits.
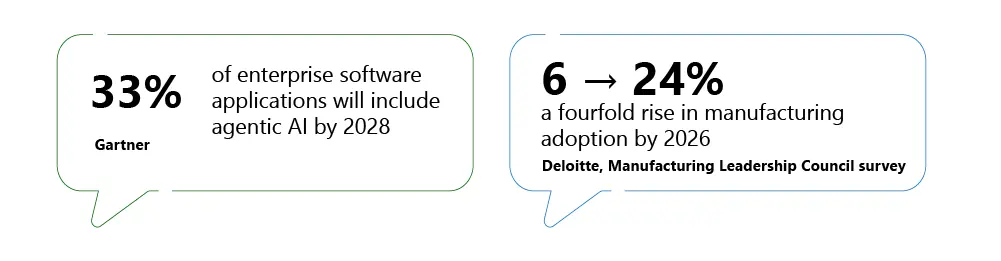
A Multi-Agent System connects multiple AI agents across shared production dependencies, compressing decision cycles by embedding choices directly into workflows. Gartner projects the technology will make 15% of day-to-day work decisions autonomous by 2028. The table below shows how agentic systems differ from adjacent types.
| System type | Manufacturing role | Decision behavior |
|---|---|---|
| Traditional AI | Classifies, predicts, or optimizes within a defined task. | Operates within predefined model boundaries. |
| Generative AI | Creates text, code, images, or instructions from prompts. | Executes on request. Workflow ownership stays with humans. |
| AI Agents | Executes task-oriented, reactive workflow actions. | Perceives context and takes assigned actions. |
| Agentic AI | Sets subgoals, plans multistep actions, collaborates with agents or humans, and learns from feedback. | Coordinates decisions across connected workflows. |
Key terms that affect how these systems get built and governed:
| Term | Definition | Manufacturing use |
|---|---|---|
| Multi-Agent System | Architecture connecting multiple AI agents across shared production dependencies. | Coordinates agents across ISA-95 levels when KPIs conflict. |
| RAG | Retrieval-augmented generation grounded in external records. | Connects agents to manuals, work orders, and quality documents. |
| LLM Agents | Language-model-driven agents that reason over text. | Process schedules, SOPs, tickets, and maintenance notes. |
| MLLM Agents | Multimodal agents that reason over text, images, video, and sensor data. | Support visual inspection with process context. |
| Digital twins | Virtual representations of assets, lines, or processes. | Test decisions before physical production changes happen. |
| ISA-95 | Industrial integration standard for enterprise-control system structure. | Aligns ERP, MES, SCADA, and equipment data boundaries. |
| OT/IT convergence | Merging of operational technology and information technology. | Connects shop-floor control, enterprise systems, and analytics. |
The factory-floor coordination loop: perception, reasoning, action, feedback
Agentic systems coordinate through a continuous perception-reasoning-action loop applied across machines, software, personnel, and workflows simultaneously. Each cycle: detect a signal, check it against constraints, select and execute an action within approved limits, log the result, update the model for the next decision. The loop runs without waiting for a human to review the alert.
The system evaluates cost, quality, and delivery at the same time. Feedback from completed actions feeds into future decisions. The IBM Institute for Business Value found that 76% of chief supply chain officers expect AI agents to improve overall process efficiency by handling repetitive tasks faster than humans. A defect or a material shortage becomes a coordinated workflow with a clear action trail.
The table below shows the full sequence for a single defect event, from detection through audit log:
| Workflow step | Agentic action | Factory-floor output |
|---|---|---|
| Defect detected | Starts a coordinated defect workflow at the moment of detection. | Event records line, station, batch, and timestamp. |
| Root cause diagnosed | Traces upstream process variables across previous stations. | Cause shortlist links defect data to process context. |
| Machine parameters adjusted | Applies an approved machine setting within a safe threshold. | Line receives a bounded correction. |
| Quality checks triggered | Launches extra inspection for affected units. | Quality records link checks to the corrective action. |
| Actions logged | Records cause, setting, rule, and result. | Engineers audit the intervention and update controls. |
These systems rely on a structured data foundation – what some frameworks call a Data-Model-Knowledge lake – that gives agents a single governed source for decisions:
| Layer | Manufacturing content | Agentic capability supported |
|---|---|---|
| Data | Sensor streams, MES events, inspection results, maintenance logs, orders. | Perception with current and historical context. |
| Model | Prediction, optimization, simulation, and control models. | Reasoning, planning, and optimization across feasible actions. |
| Knowledge | Rules, SOPs, product specifications, process constraints, quality thresholds. | Evaluation against manufacturing limits. |
| Feedback | Action logs, results, overrides, updated constraints. | Improvement after measured outcomes. |
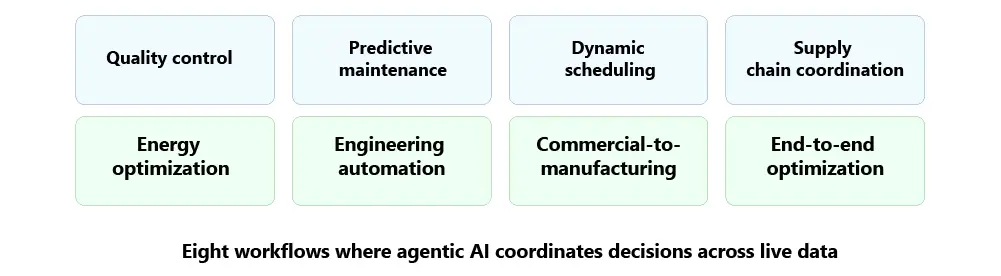
Eight use cases where agentic AI delivers measurable manufacturing value
Agentic AI delivers value across eight manufacturing workflows: quality control, predictive maintenance, dynamic scheduling, supply chain coordination, energy optimization, engineering automation, commercial-to-manufacturing integration, and end-to-end process optimization. Each requires an explicit decision-right assignment before deployment: advisory alert, human approval, or autonomous execution within defined thresholds.
Every use case requires mapping to specific systems, authority limits, audit logs, and escalation paths. That mapping is not optional.
| Use case | Agentic workflow | Decision supported |
|---|---|---|
| Quality control | Combines sensors, inspection systems, historical performance, and computer vision. Detects defects and initiates corrective action. | Contain defects before downstream rework expands. |
| Predictive maintenance | Moves from failure prediction to initiating and coordinating response: parts, scheduling, technician assignment. | Service assets without breaking production priorities. |
| Dynamic scheduling | Uses incoming orders, machine availability, and labor as real-time inputs. Recalculates sequencing as conditions change. | Keep output aligned with actual constraints. |
| Supply chain coordination | Monitors supplier status, interprets demand and logistics conditions, resequences orders around available components. | Align materials, commitments, and plant sequencing. |
| Energy optimization | Aligns production activities with pricing, demand, and environmental targets. Shifts flexible loads to lower-demand windows. | Control consumption without isolating energy from throughput. |
| Engineering automation | Generates design alternatives and coordinates simulations through digital twin for virtual validation. | Compare feasible designs before production release. |
| Commercial-to-manufacturing | Analyzes customer data, market trends, and product availability. Guides pricing, configuration, and sales strategies. | Link customer demand to producible offers. |
| End-to-end optimization | Evaluates cost, speed, and quality tradeoffs across whole manufacturing workflows. | Select system-level outcomes over local gains. |
Predictive maintenance: from failure prediction to coordinated response
A single asset event can disrupt parts, labor, production schedules, and service windows simultaneously. PwC estimates that AI-enabled predictive maintenance can reduce maintenance costs by up to 30% and unplanned downtime by 45%. The coordination pattern that produces those results runs six steps – from anomaly detection through workload rebalancing – without a human initiating each one:
| Maintenance loop step | Agentic action | Factory result |
|---|---|---|
| Anomaly detection | Monitoring flags abnormal vibration, heat, or cycle variance. | Agentic AI opens an asset event with severity and affected line. |
| Response initiation | Moves from predicting failures to initiating and coordinating response. | Starts a service workflow and assigns it immediately. |
| Parts ordering | Checks spare parts, approved substitutes, and supplier lead times. | Purchasing receives a reservation or replenishment request. |
| Service scheduling | Aligns service activities with production priorities. | Service window avoids priority orders and labor conflicts. |
| Technician assignment | Matches certification, shift, location, and lockout requirements. | Qualified technician receives the work package. |
| Workload shifting | Evaluates timing and confirms needed resources. | Planner shifts work to another cell before shutdown. |
Supply chain disruptions: coordinating across suppliers, logistics, and customer commitments
When a supplier constraint hits, the impact spreads across inventory positions, production sequencing, logistics partners, and customer promised dates. An agentic system handles the full chain: early warning arrives before the shortage reaches the line, affected orders are calculated, feasible material paths are identified, orders are resequenced, and only unresolvable risk escalates to a human decision-maker.
| Disruption step | Agentic action | Operating result |
|---|---|---|
| Supplier monitoring | Monitors supplier status, shipment ETA, and constraint changes. | Planning receives early warning before shortages reach the line. |
| Impact assessment | Interprets demand, supplier constraints, and logistics conditions together. | Calculates affected orders, lines, and promised dates. |
| Inventory check | Checks stock, alternates, and replenishment triggers. | Procurement sees feasible material paths. |
| Production resequencing | Resequences orders around available components and machine capacity. | Plant protects constrained orders while avoiding stoppage. |
| Supplier communication | Coordinates decisions across suppliers, plants, logistics partners, and planning. | Suppliers receive updated quantities, dates, and escalation requests. |
| High-risk escalation | Routes unresolved shortage risk to planners, procurement, and customer-facing teams. | Human owners decide allocation, substitution, or customer commitment changes. |
Industry-specific patterns by sector
The coordination logic is consistent across sectors. What changes is the constraint set: shelf life and sanitation windows in food and beverage, traceability requirements in aerospace, furnace scheduling in steel. The table below maps each sector to its primary agentic workflow pattern:
| Sector | Focus area | Example workflow |
|---|---|---|
| Electronics | High-mix quality and rework routing. | Agents route inspection exceptions by board type and station load. |
| Automotive | Requirements, supplier coordination, and sales configuration. | Agents connect requirement changes to producible vehicle options. |
| Aerospace and defense | Traceability-heavy engineering changes. | Agents link design updates to compliance evidence. |
| Food and beverage | Quality holds, expiration dates, and sanitation windows. | Agents resequence batches around shelf-life and cleaning constraints. |
| Chemicals | Batch parameters, safety constraints, and energy loads. | Agents adjust batch timing within approved operating limits. |
| Steel | Energy-intensive sequencing and quality grading. | Agents coordinate furnace schedules with order priority. |
| Industrial machinery | Engineer-to-order planning and service readiness. | Agents align configuration, parts, and build slots. |
System prerequisites: what the factory needs before deploying agents
Three things must be in place before autonomous agents touch production: clean data across OT and IT layers, governed access to the systems they will act on, and supervised decision authority with explicit limits. Most pilots stall because teams skip step one. Agents deployed on inconsistent data pipelines produce unreliable decisions.
| System | Role in agentic architecture |
|---|---|
| Manufacturing Execution System (MES) | Supplies execution context by tracking and controlling production in real time. |
| SCADA | Links equipment state to operations by monitoring industrial processes. |
| Programmable Logic Controllers (PLC) | Execute bounded machine commands to automate physical machinery. |
| Product Lifecycle Management (PLM) | Supplies engineering context by managing product data from design through retirement. |
| ERP | Maps demand, cost, inventory, procurement, and customer commitments to manufacturing policies. |
| Large Language Models (LLM) | Support agents by interpreting and reasoning over text inputs: schedules, SOPs, tickets, maintenance notes. |
The ScienceDirect smart manufacturing framework integrates multiple LLM-based agents, a unified data lake, and human expertise. Multi-agent systems fit operations spanning multiple ISA-95 levels when conflicting KPIs require real-time balancing. Siemens Xcelerator provides a toolkit of specialized agents for engineering and manufacturing tasks. Mendix acts as a management layer within the Siemens industrial software ecosystem.
The data flows that must work in real time and bidirectionally across OT and IT:
| Data source | Content |
|---|---|
| Shop floor | Alarms, process values, recipes, and equipment status through governed access. |
| Enterprise | Demand, cost, inventory, procurement, and customer commitments. |
| Engineering | Bills of materials, engineering changes, specifications, and release states. |
| Supply chain | Supplier status, shipment ETAs, allocation rules, and replenishment constraints. |
| Historical records | Sensor, quality, maintenance, and execution data with clear lineage. |
Agentic AI vs governance: decision boundaries, permissions, and escalation paths for every agent
Six governance controls must be in place for every agent running in production: decision boundaries, human-in-the-loop rules, role-based permissions, full traceability, compliance checks, and escalation paths. Without these, autonomous action creates liability. Infrastructure enables the agent to act. Governance defines what it is actually allowed to do.
The Deloitte agent pattern for supply chain provides a useful structure. Domain agents coordinate procurement, production, or logistics boundaries. Task-specific agents handle bounded work – checking ETAs, updating orders, reviewing exceptions. Cross-functional agents connect risk signals across functions and support enterprise-level governance.
| Governance control | Required design | Factory example |
|---|---|---|
| Decision boundaries | Clear limits establish which agents can recommend, approve, or execute actions. | A scheduling agent cannot release unsafe equipment. |
| Human-in-the-loop controls | Judgment-heavy exceptions route to accountable owners. | A quality manager approves a product hold release. |
| Permissions | Data, tool, and execution rights align with specific roles. | A maintenance agent cannot edit PLC logic. |
| Traceability and logs | Decisions, inputs, action logs, and audit trails remain recorded. | A service event links anomaly, part, technician, and result. |
| Compliance checks | Actions align with safety, quality, regulatory, and customer rules. | An aerospace change requires approval evidence. |
| Escalation paths | Uncertainty, policy breaches, and high-risk events follow escalation paths. | A supplier shortage reaches procurement leadership. |
Security practices must protect autonomous agents from unsafe actions, misuse, data exposure, and adversarial manipulation. Agent Operations sets the runtime ownership model: practices for deploying, supervising, maintaining, and improving agents after go-live. Human oversight remains critical during early adoption, especially in scenarios where judgment and accountability cannot be delegated.
Implementation roadmap for agentic AI: bounded start, clean data, governance before go-live
Start bounded. Fix the data layer. Govern before deploying. That sequence holds across every documented deployment that has produced reliable results. Teams that skip or reorder these steps get agents that act on bad data, exceed their authority, or produce decisions no one can audit. Gartner warns that over 40% of agentic AI projects will be canceled by the end of 2027 due to escalating costs, unclear business value, or inadequate risk controls. The projects that survive share one characteristic: they started with a bounded use case, proved value, and expanded from there.
| Roadmap step | Action | Output |
|---|---|---|
| Bounded use case | Select a workflow with measurable value, manageable risk, and a clear fallback. | Maintenance scheduling or quality hold routing are strong starting points. |
| OT/IT pipelines first | Clean cross-layer data before agent deployment begins. | Aligned asset IDs across MES, SCADA, and ERP. |
| Governance before deployment | Configure approvals, owners, rollback rules, and thresholds. | Decision boundaries and escalation paths in place before the agent runs in production. |
The role change for manufacturing employees follows a clear pattern as these systems mature:
| Phase | Role change | Manufacturing example |
|---|---|---|
| Task execution to supervision | Employees move from predefined task execution to supervising systems. | An operator validates an exception before line changes proceed. |
| Local coordination to management | Employees manage constraints across agents, systems, and workflows. | A planner balances schedule, maintenance, and material limits. |
| Approval to higher-level decisions | Employees make decisions about risk, policy, and escalation. | A manager defines when autonomous changes require signoff. |
This technology delivers real manufacturing value when agents coordinate decisions across assets, lines, suppliers, energy use, engineering, and customers – within boundaries that manufacturing teams define and control.

Most of the coordination described in this article depends on one thing: fast access to production data. In practice, that access is the bottleneck. A shift manager wants to know what drove downtime on Line 3 last week. Getting the answer means a BI ticket, a SQL query, or a dashboard that was built for a different question. The data exists. The delay is the problem.
Andea MES IQ is an AI assistant built on top of your MES that closes that gap. Engineers and shift managers ask questions in plain language and get answers directly from the production database in seconds. No SQL skills, no report queue, no IT ticket.