FOR ELECTRICAL & POWER EQUIPMENT MANUFACTURERS
Electrical equipment manufacturing software, prebuilt for your plant
Demand outran your capacity. Your MES shouldn't take another year to catch up.
Grid upgrades, electrification, and data-center buildouts have pushed order backlogs past what most transformer, switchgear, and high-voltage plants can absorb. Years of underinvestment in shop-floor systems are now the bottleneck standing between you and that backlog.
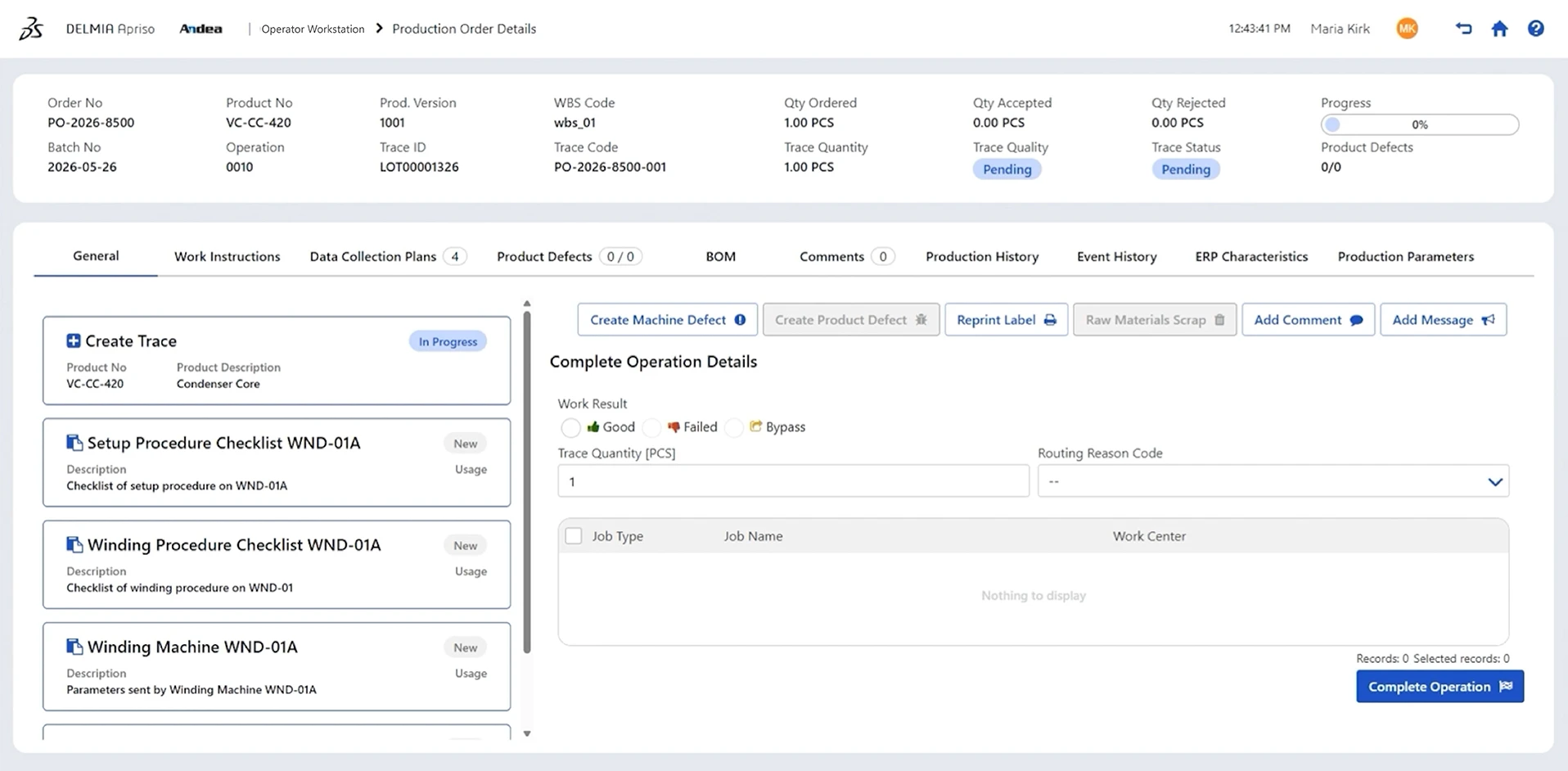
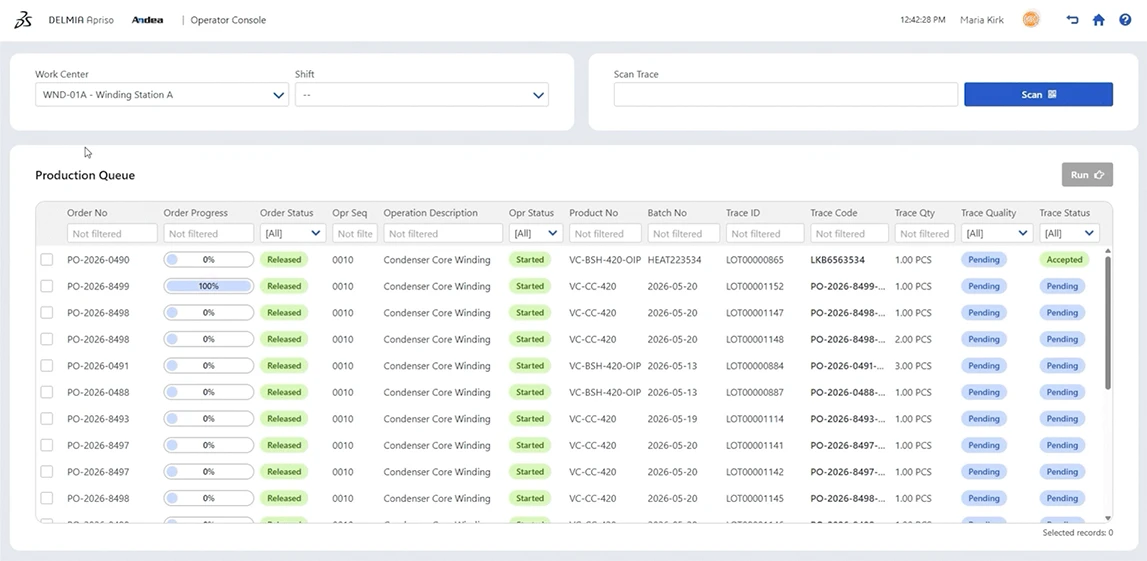
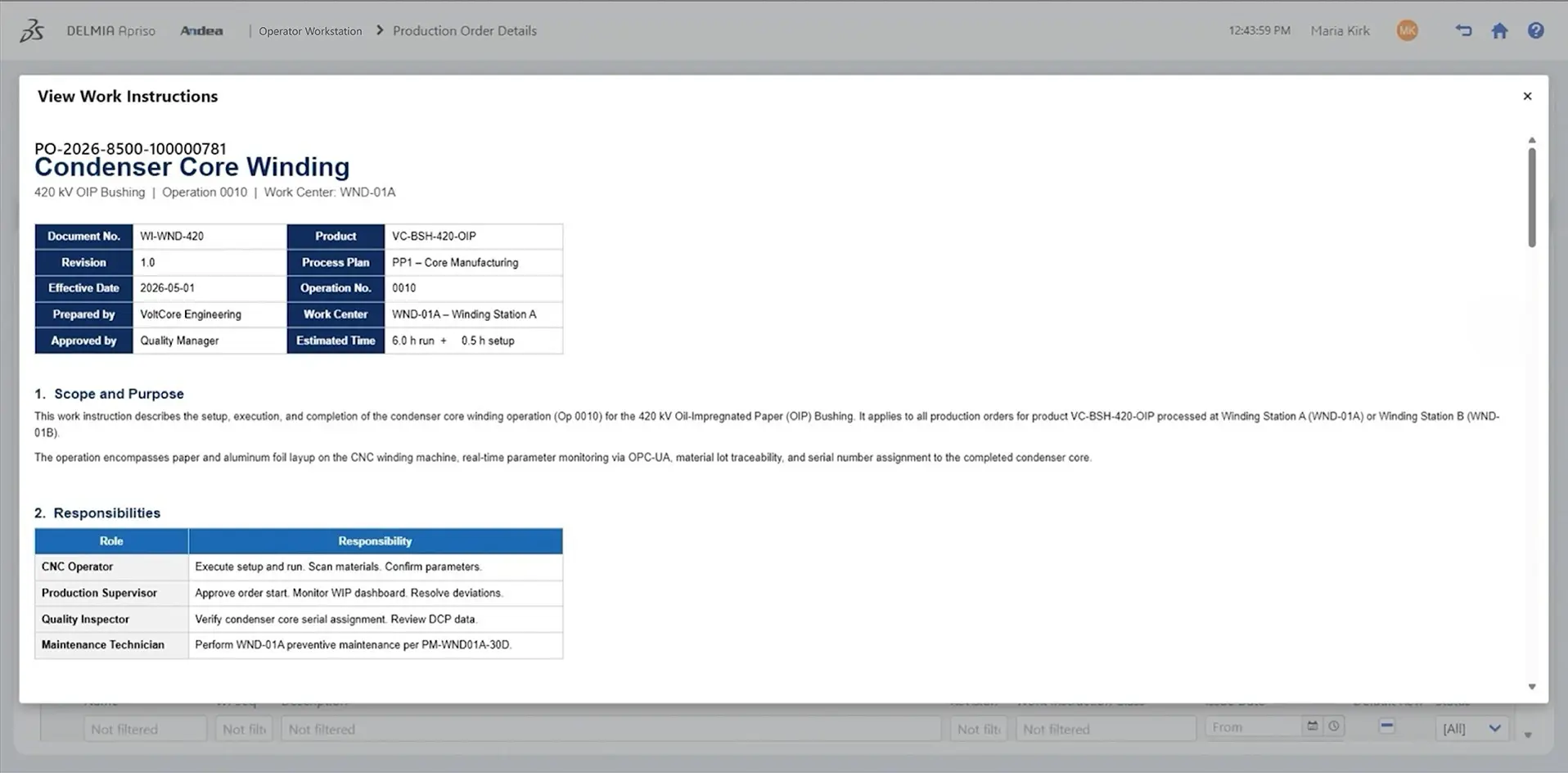
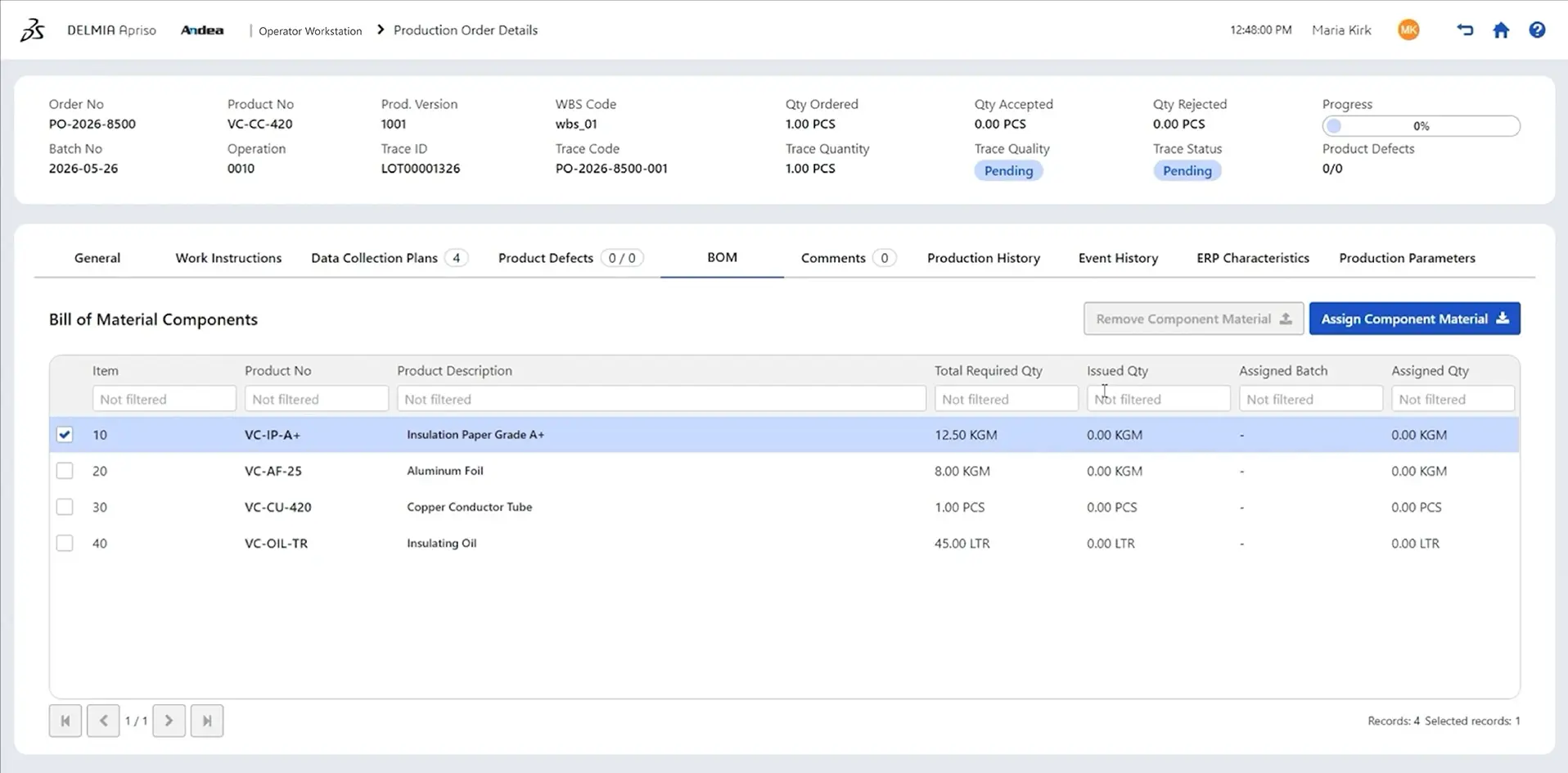
Andea GridUp is a ready-to-deploy Manufacturing Execution System, configured for electrical equipment manufacturing out of the box. Around 80% of what a typical plant does is already in the product, so instead of spending a year deciding what the system should do, you spend months configuring it to your process.